
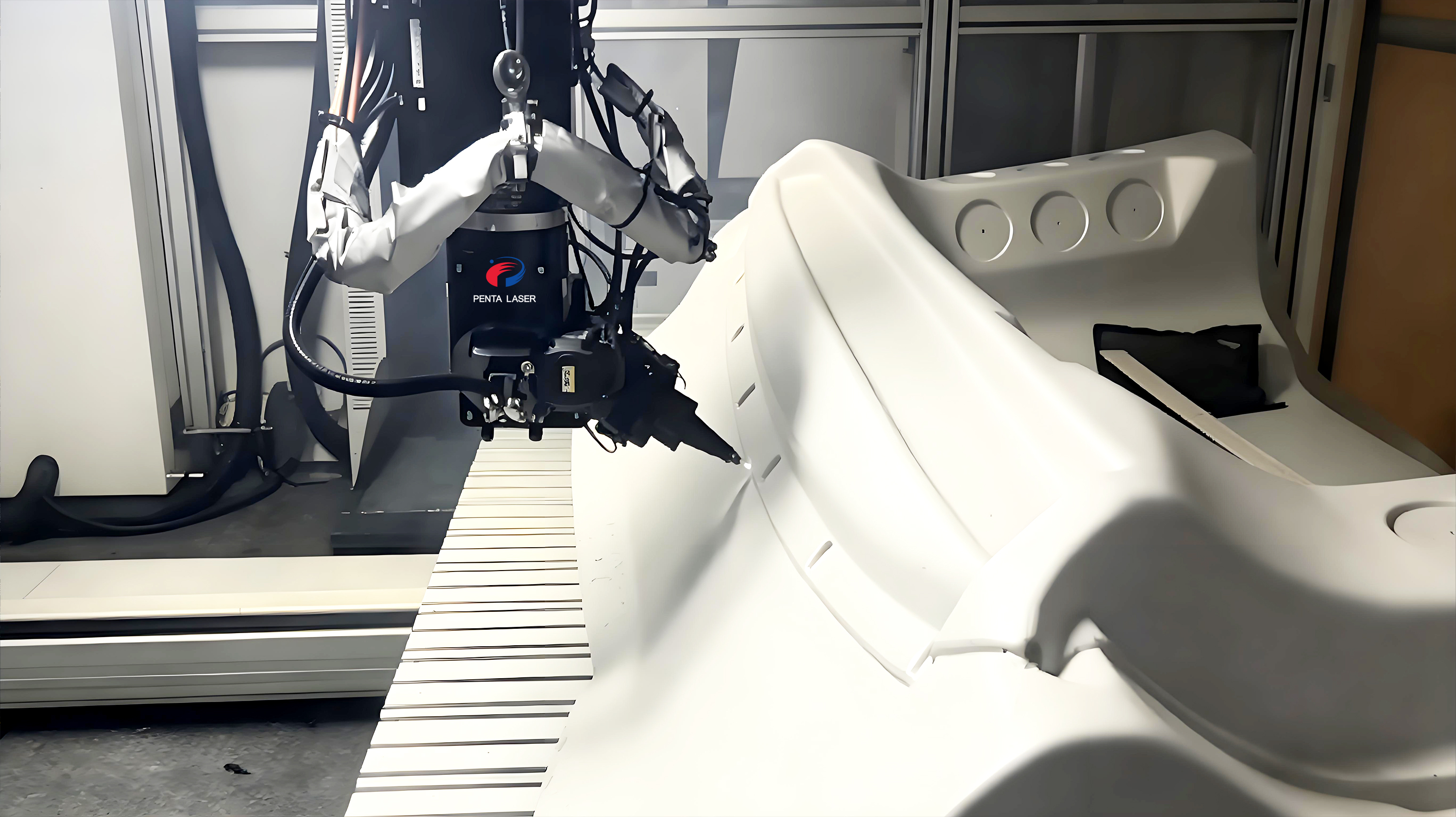
1. Präzisionsschneiden mit 5-Achs-Verkettung:
Als Kernprozess des 3D-Fünf-Achs-Schneidens koordiniert dieses Verfahren die komplexe Bewegung von fünf Achsen präzise mittels numerischer Steuerung. Dadurch wird eine dynamische Anpassung zwischen Laserkopf und Werkstückoberfläche erreicht, sodass der Laserstrahl stets senkrecht zur Werkstückoberfläche steht. Das Problem der Totzone, das bei herkömmlichen Drei-Achs-Maschinen auftritt, wird vollständig gelöst. Ausgestattet mit einem Hochenergie-Laserstrahl und einem adaptiven Fokussiersystem werden folgende technische Parameter erreicht: Schnittbreitenschwankung ≤ 0,1 mm, Positioniergenauigkeit ± 0,05 mm, Wiederholgenauigkeit ± 0,03 mm und eine Ansprechzeit der Verkettungsachsen ≤ 10 ms. Das Verfahren ermöglicht hochpräzises Schneiden von gekrümmten Oberflächen und Sonderformen und eignet sich für die Bearbeitung komplexer Bauteile wie Triebwerkschaufeln und Heißprägeteile für die Automobilindustrie. Nach dem Schneiden ist der Schnitt glatt und gratfrei (Oberflächenrauheit Ra≤1,6μm) und weist keine spannungsfreie Verformung auf (Verformung ≤0,02 mm/m), ein Nachbearbeiten ist nicht erforderlich, was die Bearbeitungsqualität und die Qualifizierungsrate von Präzisionsteilen erheblich verbessert.

2. Komplexes Kurvenschnittverfahren:
Um die Bearbeitungsschwierigkeiten unebener und komplexer Konturen von 3D-gekrümmten Werkstücken zu bewältigen, ist dieses Verfahren mit hochleistungsfähigen kapazitiven oder Laser-Nachführsensoren ausgestattet. Technische Kernparameter: Nachführgeschwindigkeit ≤ 5 ms, Nachführgenauigkeit ± 0,02 mm, Fokusnachführungsbereich 0–50 mm. Das System erfasst in Echtzeit die Wellenbewegungen der Werkstückoberfläche, passt die Laserfokusposition und die Schneidkopfausrichtung dynamisch an und gewährleistet so einen konstanten Abstand zwischen Fokus und Werkstückoberfläche während des Schnitts sowie eine gleichmäßige Laserleistungsdichte. Ob Bogenkonturen von Autoabdeckungen, komplexe Kurvenoberflächen von Hochgeschwindigkeitszügen oder Schaufelkanäle von Flugzeugtriebwerken – das Verfahren ermöglicht einen winkelfreien und gleichmäßigen Schnitt und vermeidet effektiv Probleme wie ungleichmäßige Schnitte und raue Übergänge bei der Bearbeitung gekrümmter Oberflächen. Gleichzeitig eignet es sich für verschiedene schwer zu bearbeitende Werkstoffe wie Kohlenstoffstahl, Edelstahl, Titanlegierungen und Aluminiumlegierungen (anpassbare Materialdicke 0,5-20 mm), was die hohe Flexibilität und Anpassungsfähigkeit des 3D-Fünf-Achs-Schneidens unterstreicht.
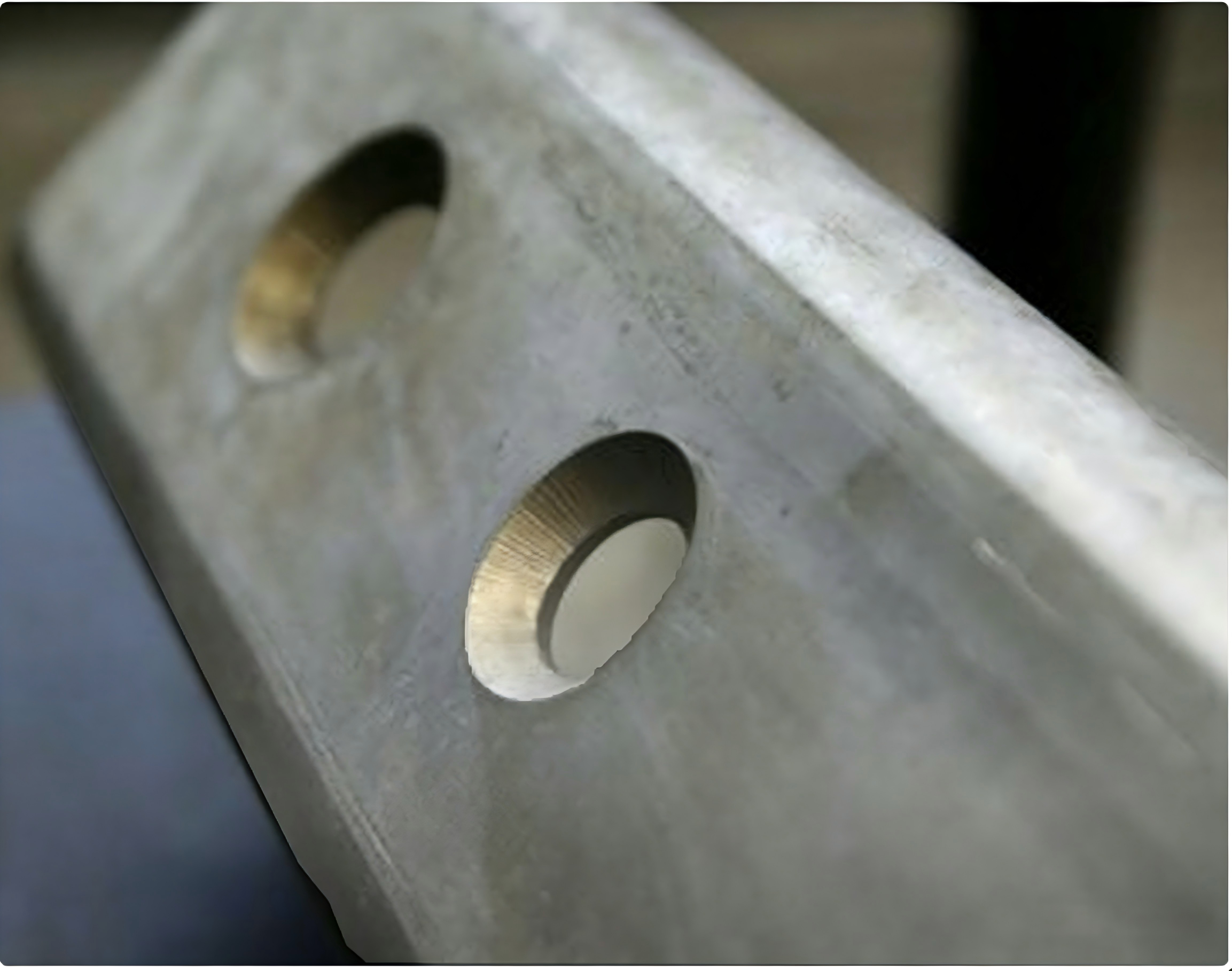
3. Mehrdimensionales Fasen-Integriertes Schneiden:
Speziell für komplexe Werkstückschweißanwendungen entwickelt, ist dieses Verfahren ein Schlüsselprozess zur Verbesserung der Schweißqualität und Reduzierung der Schweißkosten. Dank der flexiblen Vorteile der Fünf-Achs-Anordnung ergeben sich folgende Kernparameter: Fasenwinkel-Einstellbereich 0–135°, Fasenwinkelfehler ≤ ±0,5°, Fasenbreitengenauigkeit ±0,1 mm. Das Verfahren ermöglicht das integrierte Schneiden von Werkstückkontur und Fase ohne zusätzliche Spannvorrichtung. Durch präzise Steuerung der Laserenergie und einen 3D-Pfadoptimierungsalgorithmus wird eine glatte und oxidationsfreie Fasenoberfläche (Oxidschichtdicke ≤ 5 μm) gewährleistet, die direkt zum Schweißen verwendet werden kann. Die Schweißnahtfestigkeit erreicht 98 % der Festigkeit des Grundwerkstoffs, wodurch Schweißfehler aufgrund unzureichender Fasenpräzision effektiv vermieden werden. Das Verfahren findet breite Anwendung in Bereichen mit hohen Anforderungen an die Fasenqualität, wie z. B. bei der Schweißung von Strukturbauteilen in der Luft- und Raumfahrt, im Schiffbau und bei der Herstellung von High-End-Anlagen.

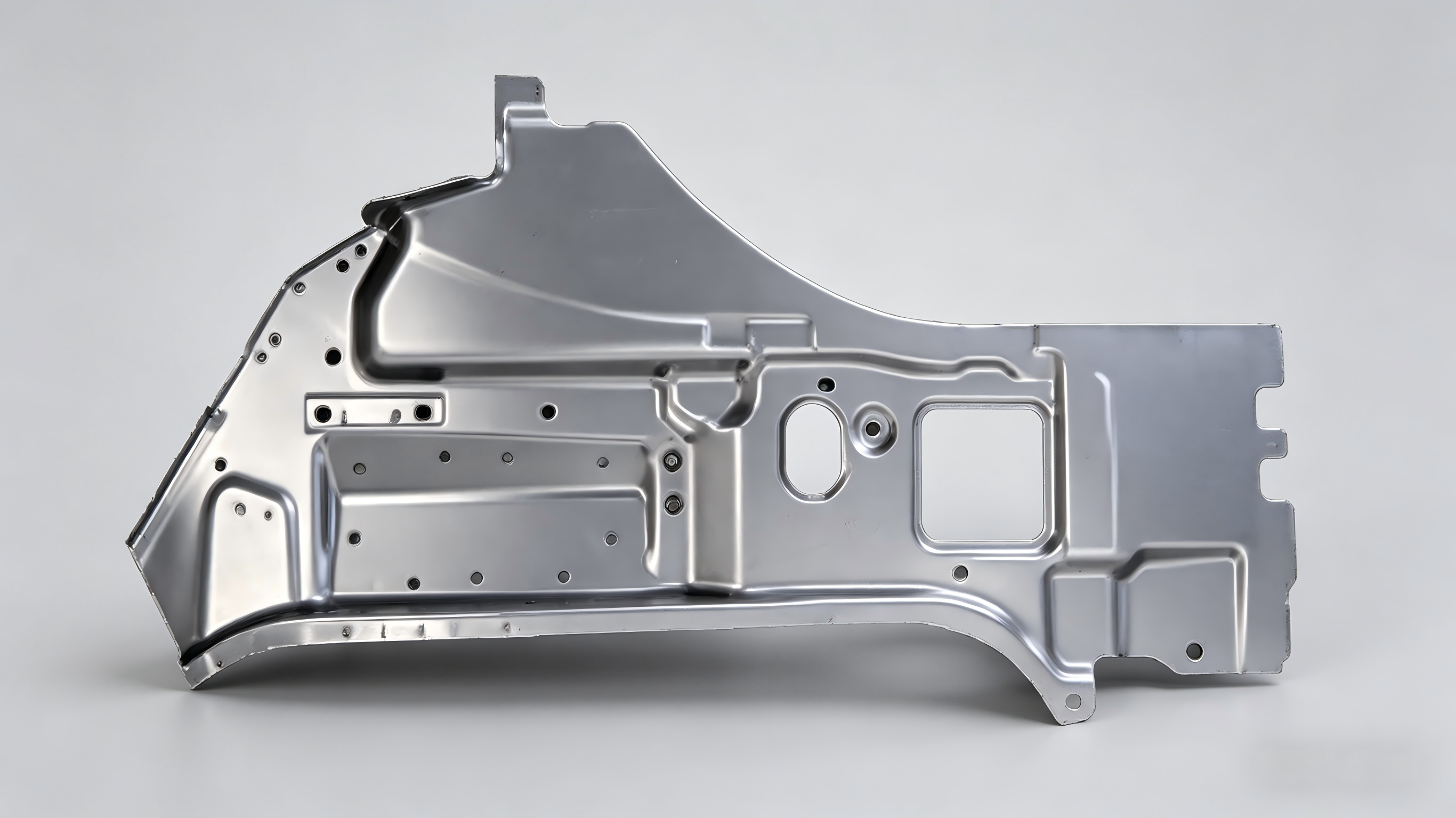
4. Vollständige Bearbeitung
in einem Arbeitsgang durch einmaliges Spannen: Dieses Verfahren behebt die Probleme herkömmlicher Mehrprozessbearbeitungen wie Fehleranhäufung und geringe Effizienz durch mehrfaches Spannen und realisiert so den Produktionsmodus „Alles in einem Arbeitsgang“. Die wichtigsten technischen Parameter: Positioniergenauigkeit des Spannens ±0,03 mm, Steigerung der Prozessintegrationseffizienz um über 60 %, Anlagenauslastung bis zu 85 % und Verkürzung des Bearbeitungszyklus um über 60 %. Durch einen intelligenten Bahnplanungsalgorithmus werden mehrere Prozesse wie Konturschneiden, Lochbearbeitung, Fasenschneiden und Trimmen in einem einzigen Arbeitsgang integriert. Dadurch entfällt der aufwendige Transfer zwischen verschiedenen Anlagen und das mehrfache Spannen herkömmlicher Bearbeitungsmethoden. Am Beispiel der Batteriehalterung für Elektrofahrzeuge lässt sich zeigen, dass das Werkstück, das ursprünglich 37 Bearbeitungsschritte erforderte, in einem Arbeitsgang vollständig bearbeitet werden kann. Spannfehler werden vermieden, die Maßgenauigkeit jedes Werkstückteils wird sichergestellt und die Produktionseffizienz sowie die Bearbeitungsstabilität deutlich verbessert.
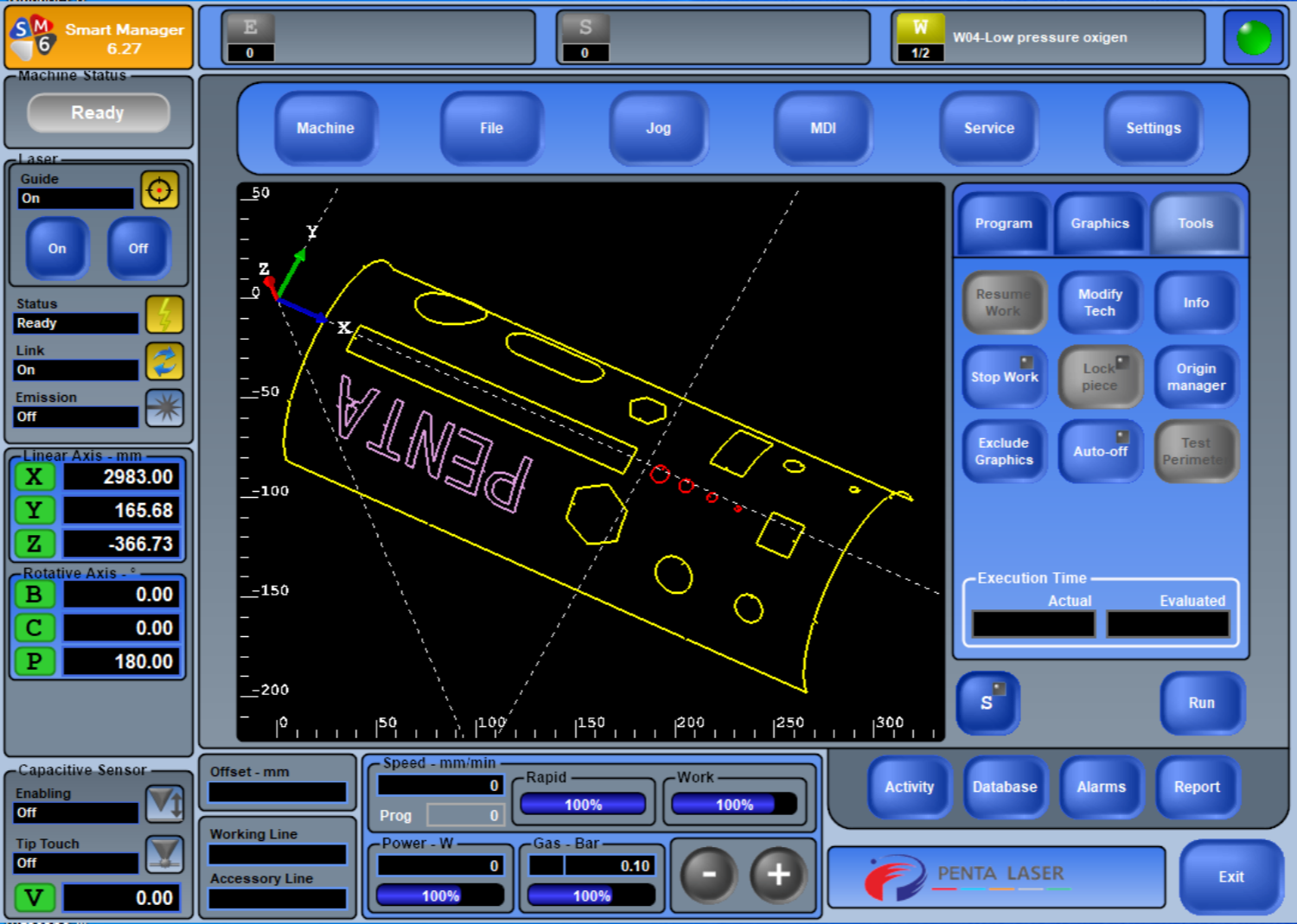
5. Intelligente Pfadoptimierung beim Schneiden:
Durch die Integration des Softwaresystems „Digitaler Prozesszwilling“ und der automatischen CAD/CAM-Programmiertechnologie wird eine intelligente Prozessdatenbank für Hunderte von Materialien und Materialstärken erstellt. Dies ermöglicht die automatische und optimierte Planung von Schnittpfaden. Wichtige technische Parameter: Reaktionszeit der Pfadplanung ≤ 30 s, Kollisionsvermeidungsgenauigkeit ± 0,1 mm, Materialausnutzung von über 98 % und um 70 % gesteigerte Programmiereffizienz. 3D-Werkstückmodelle können mit einem Klick importiert werden. Bearbeitungsmerkmale wie Werkstückkonturen, Bohrungen und Fasen werden automatisch erkannt, Kollisionsrisiken zwischen Schneidkopf und Werkstück werden vermieden und Parameter wie Laserleistung (1000–12000 W), Schnittgeschwindigkeit (0,5–5 m/min) und Luftdruck (0,3–1,2 MPa) automatisch an Materialart und -stärke angepasst. So wird die Erfahrung erfahrener Techniker in reproduzierbare digitale Ressourcen umgewandelt. Darüber hinaus kann die unproduktive Zeit durch Wegoptimierung reduziert werden, was sich besonders für die kundenspezifische Kleinserienfertigung und die großvolumige Großserienfertigung eignet und die beiden Ziele einer flexiblen Fertigung und einer Effizienzsteigerung erreicht.
6. Hochpräzises, spannungsfreies Schneiden:
Dieses Verfahren adressiert die Probleme der leichten Verformung und der schwierigen Kontrolle der Bearbeitungsgenauigkeit bei schwer zu bearbeitenden Werkstoffen wie hochfestem Stahl und Titanlegierungen und nutzt ein berührungsloses Bearbeitungsverfahren. Technische Kernparameter: Laserstrahl-Fokussierdurchmesser < 0,1 mm, Schlitzbreite 0,1–0,3 mm, Wärmeeinflusszone ≤ 0,2 mm, Werkstückverformung ≤ 0,02 mm/m. Dadurch wird die thermische Belastung des Werkstücks während der Bearbeitung minimiert und ein spannungs- und verformungsfreies Schneiden ermöglicht. Ausgestattet mit einer hochdynamischen mechanischen Struktur und hochpräzisen Antriebskomponenten gewährleistet das Verfahren Bewegungsstabilität und geringes Rütteln (Rütteln ≤ 0,01 mm) auch bei hohen Geschwindigkeiten und Beschleunigungen im Fünf-Achs-Verbund. Selbst bei der Bearbeitung von hochfestem Borstahl mit einer Zugfestigkeit von 1800–2000 MPa gewährleistet das Verfahren eine gleichbleibende Werkstückgenauigkeit mit einer Schnittrechtwinkligkeit von ≤ 0,05 mm/m und einer Oberflächenrauheit Ra ≤ 1,6 μm – beides erfüllt höchste Fertigungsstandards. Das Verfahren findet breite Anwendung in Bereichen mit extrem hohen Anforderungen an Bearbeitungsgenauigkeit und Werkstückeigenschaften, wie beispielsweise bei Präzisionsbauteilen für die Luft- und Raumfahrt, sicherheitsrelevanten Strukturbauteilen für die Automobilindustrie und High-End-Formen. Es hilft Unternehmen, die Herausforderungen der High-End-Materialbearbeitung zu meistern.
Die sechs Kernprozesse arbeiten eng zusammen und integrieren die Vorteile von Intelligenz, Präzision und hoher Effizienz im gesamten Prozess des 3D-Fünf-Achs-Laserschneidens. Von der Bearbeitung komplexer gekrümmter Oberflächen bis hin zur präzisen Fasenformung, von Effizienzsteigerung bis Qualitätssicherung – sie decken die vielfältigen Anforderungen der High-End-Fertigung umfassend ab. Mit Prozessinnovationen als Kern verbinden wir fortschrittliche Lasertechnologie eng mit den Anforderungen der High-End-Fertigung. So erreichen unsere 3D-Fünf-Achs-Laserschneidanlagen die Kernvorteile „hohe Präzision, hohe Effizienz, hohe Flexibilität und hohes Kosten-Nutzen-Verhältnis“. Wir helfen unseren Kunden, die Herausforderungen der traditionellen Bearbeitung komplexer Werkstücke zu meistern, die Fertigung technologisch zu modernisieren und die Wettbewerbsfähigkeit von Unternehmen im Bereich der High-End-Fertigung zu stärken.
